

LPG & CNG Cylinder Production Lines
REPKON offers complete turnkey solutions for the LPG Cylinder Production (and Maintenance) Facilities to manufacture (or to perform overhaul maintenance of) the domestic, industrial and picnic type LPG cylinders through blanking and body forming line: welding, heat treatment & hydrostatic testing line: surface coating & finishing line.
LPG Cylinder Production within the guidelines of the international standards such as EN 1442 involves several process steps starting from forming to final testing that can be streamlined into the following lines:
Blanking And Body Forming Line
In the core of the forming line there stands a versatile double action REPKON hydraulic deep drawing press that forms the cylinder halves out of round blanks that are blanked by a single action double blanking REPKON press or directly from the coil material by help of REPKON design combined deep drawing, piercing and blanking die set. The edges of the upper and lower halves are further processed by REPKON trimming and joggling machines to the perfection stemming from the sheet metal forming expertise of REPKON to make it read for the body seam welding after degreasing.


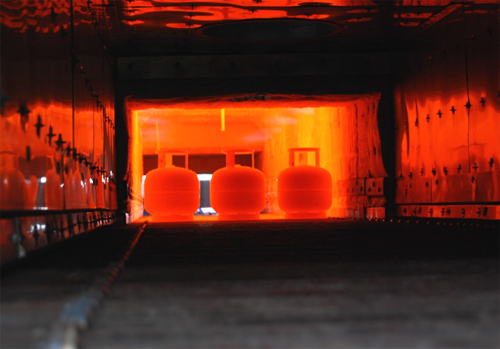
Welding, Heat Treatment & Hydrostatic Testing Line
The submerged arc welding technique is applied on the welding of body halves on the seam welding machine and generally on the wielding of the valve boss to the upper cylinder halve. The welding automats with reliable welding power packs and control units are utilized to achieve the uncompromising weld quality with degree of automation needed for the required production capacity per customer. The MIG/MAG welding technique is applied for the welding of foot rings and valve guard rings with the body halves.
In order to relive all the stresses caused by forming and welding operations, the cylinders are passed through a heat treatment furnace where they are exposed to 930 º C degrees of temperature for certain time before getting cooled gradually.




Surface Coating & Finishing Line
The LPG cylinders surfaces are shot blasted by the shot blasting machine in order to clean up the scales caused by the heat treatment operation to make the surface ready for the painting and or zinc spraying for those customers who requires zinc coating before painting. The double layer over cured painting of the cylinders is achieved automatically by the robotic paint application system in the painting line as the cylinders conveyed on overhead conveyor system through the primary and final coat painting cabinets separated by flash off tunnels before they get cured in the canopy type modern paint curing oven.
After the tare weighing and marking of the cylinders, the valves are attached by automatic torque controlled screwing machines and tested against any leakage at the valve region by the pneumatic leakage testing machine of the finishing line.
One of the batch type quality control equipment called by the international standards is the burst expansion testing unit where the volumetric expansion ratio and the burst pressure is measured to the full satisfaction of even most stringent requirements.
















